
High Velocity Technologies is a proud supporter of both youth and adult apprenticeships for prospective fitter machinists and welders. To enquire about apprenticeships or other job opportunities, please follow the Facebook page for listings, look out for us on Seek or contact us directly on (08) 9493 1355 or at hello@hvt.net.au.
Yes, we do! If you have a large quantity of components requiring work at HVT, we can design and manufacture specialised equipment to improve efficiency, reduce turnaround time and reduce the cost of your long-term projects.
Specialising in exotic material and cast iron welding, HVT (formerly United Welders) can weld just about anything! With welding experience and knowledge spanning several generations, we’re sure to have the expertise to make your welding project a success. Contact us to discuss if a welded product is mechanically suitable and cost-effective for your needs.
As welding and material specialists, HVT is experienced in welding the suite of low, medium and high carbon steels, steel alloys, stainless steel, high-chromium alloys and non-ferrous materials such as copper, bronze, aliminium, magnesium, and all types of cast irons.
High-Velocity Oxygen Fuel
HVOF (High-Velocity Oxygen Fuel) coating is a thermal spray process that applies highly protective coatings with exceptional resistance to wear, corrosion, and heat
HVOF can be applied to just about anything requiring added strength and resistance to harsh environments and operating conditions, such as hydraulic areas, bearing journals, drilling equipment, oil tools, vehicle and machinery parts, casting molds and even plastics.
Hard chrome plating is a coating process which deposits chromium 2-250µm in thickness onto a substrate. Chrome plating is used for wear and corrosion resistance, as well as providing a low-friction surface. Unfortunately, the chroming process presents a significant environmental and health concern, as the hexavalent chromium (Cr6+) used is highly toxic, carcinogenic and requires expensive disposal via specialised waste contractors. Chroming is also a ‘one-size-fits-all’ approach, and service life will depend heavily on the operating environment of the component.
HVOF (High Velocity Oxy-Fuel) is an excellent alternative to chrome – it is a thermal spray process which mechanically bonds metal coatings to a substrate. HVOF offers far superior abrasion wear and corrosion resistance, the coatings result in negligible fatigue on the substrate and the coatings can be tailored to suit the operating environment and budget. This includes specific coatings for acidic, alkaline, saline and corrosive environments, or situations where components will be subjected to high heat, impact or abrasion damage. HVOF can also be built up to more than 6mm in thickness, providing greater refurbishment potential and significantly extending the life cycle of components. This results in less downtime and a more cost-effective, long-term repair solution.
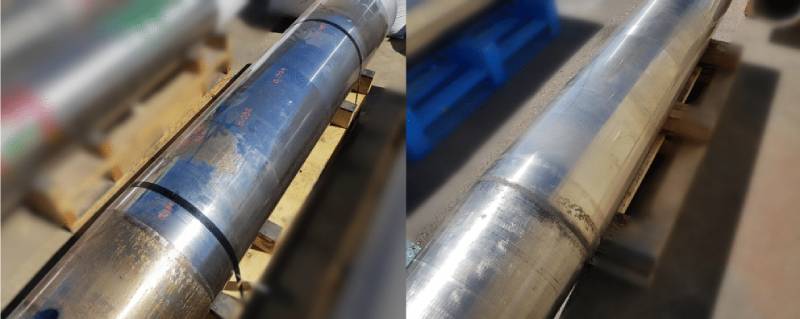
Two 793 front suspension rods from the same machine (same operating environment, same operating hours) – the rod on the left was coated with hard chrome, the rod on the right with HVOF. Whilst the chromed rod required a full re-coat, the HVOF rod required only a quick polish to restore it to specification and full working order
“Metal spray” or “thermal spray” are generic terms which can refer to a number of processes, including thermal arc, flame spray, plasma spray and HVOF. “Metal spray” is often used to describe thermal arc spray, and some coating providers may purposefully use the term “metal spray” so as not to specifically allude to their process.
Thermal arc is a cheap, low-energy process, and the coatings are normally quite porous compared to high-energy coatings like HVOF (which have low porosity). The high porosity of thermal arc sprays provides a lower-density coating compared to HVOF, as well as lower resistance to environmental or chemical aggressors (ie. a mode of corrosion), allowing more opportunity for liquids, vapours and gases to permeate the coating to the substrate.
Though the price might be more attractive than a HVOF coating, thermal arc is not usually recommended for hydraulics or sealing surfaces, and the coatings provide inferior performance (compared to high-energy sprays) on bearing surfaces. The various coating processes and materials are suited to different applications, so chat to HVT today for your custom coating solutions.
HVOF is mostly used in the Oil and Gas, Manufacturing, Defense and Chemical Processing, Power Generation and Automative Industries.
The combination of controlled combustion, expansion nozzle design, and introduction of the powdered coating material enables the HVOF machine to generate a high-velocity spray. This spray carries the heated particles with great kinetic energy, resulting in a dense and high-quality coating on the substrate surface.
Welding is a versatile process used to join machine components such as plates, pipes, tubes, beams, frames, shafts, and fabricated parts. It is also employed for repairing castings and forgings. Welding techniques like friction stir welding and explosion welding allow the joining of dissimilar materials. The specific methods used depend on factors like materials, design requirements, and performance considerations.
Laser welding is versatile and can join various materials, including metals (steel, aluminum, copper), plastics (polycarbonate, polyethylene), and dissimilar materials. It is suitable for welding thin and delicate materials, making it applicable to foils, sheets, and wires. Laser welding finds applications in automotive components, electronics, medical devices, and jewelry manufacturing. Its advantages include high precision, minimal distortion, and the ability to weld complex shapes. However, material compatibility and welding parameters may vary depending on the specific materials and desired results.
MIG welding is mostly used to weld stainless steel and aliminium together but can also apply to a diverse range of metals and alloys.
TIC welding is a bit more specialised and a bit more labour-intensive. It’s also less messy – no sparks or fumes! TIG is highly precise and controlled – and it can be stopped and started again if necessary. Almost any metal can be TIC welded, from copper and nickel to aluminium and stainless steel.
- Forge Welding
- External and Internal Orbital Welding
- Metal Arch Welding
- Tungsten Inert Gas Welding
- Metal Inert Gas Welding
Welding is a commonly utilized method for repairing mining machinery, addressing issues like cracks, fractures, or worn-out components. Skilled welders can mend and reinforce metal structures, as well as attach or replace parts such as buckets and blades. This practice is crucial for maintaining the operational efficiency and longevity of mining equipment. However, it’s essential that qualified professionals conduct welding repairs, adhering to proper techniques and safety standards specific to the mining industry. Regular inspections and preventive maintenance play a key role in identifying and addressing potential issues early on.
Welding is widely employed in civil construction for tasks such as structural steel fabrication, bridge construction, building construction, pipe welding, sheet piling, and equipment fabrication. It plays a crucial role in joining and reinforcing metal components, creating secure connections for pipelines, and assembling structural elements in buildings and bridges. Welding is also essential for repair and maintenance, enabling the longevity of construction equipment and structures. Additionally, it is utilized in the fabrication of pre-fabricated components and architectural metalwork, contributing to the overall strength and durability of civil constructions.
Welding significantly enhances the lifespan of earthmoving equipment by addressing wear, structural damage, and other issues. It allows for the repair of structural components, reinforcing joints, and connections, as well as hardfacing for wear resistance. Welding also facilitates the replacement of worn-out parts, custom fabrication for specific needs, and the prevention of corrosion. Regular maintenance, inspections, and timely welding repairs contribute to maximizing the efficiency and durability of earthmoving equipment, reducing downtime and extending its overall lifespan.